


推薦產(chǎn)品



新聞資訊
您現(xiàn)在的位置:山東重弓汽車配件有限公司 > 新聞資訊
| 汽車板簧生產(chǎn)廠家概述板彈簧加工工藝 |
| 時間:[2019/9/1] |
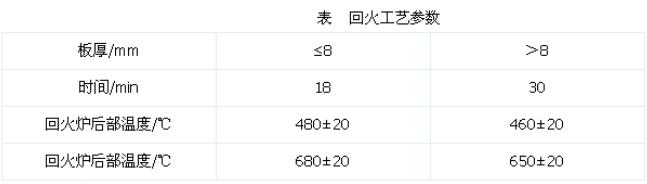
汽車板簧生產(chǎn)廠家對于板彈簧的加工工藝路線介紹到: 下料→校直→鉆孔→卷耳→淬火+中溫回火→噴丸→裝配→預(yù)壓縮。 下面汽車板簧生產(chǎn)廠家先來說說汽車板簧的熱處理工藝 1、淬火 淬火工藝為:淬火溫度為850-880℃,淬火時間有板厚決定,其參數(shù)如下表。
淬火介質(zhì)為10號輕柴油,在油中冷卻50-75s,油溫控制在20-50℃。
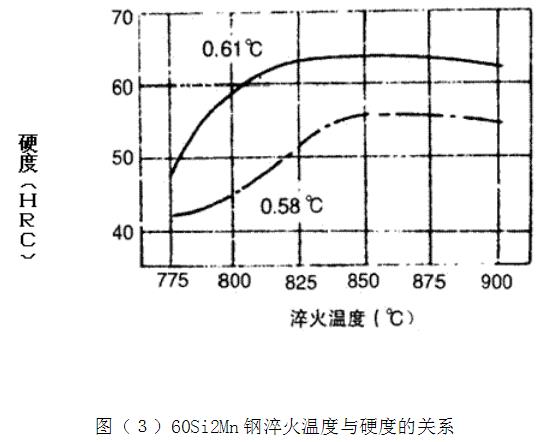
上圖描述了60Si2Mn淬火溫度與硬度的關(guān)系,從圖中可以看出:淬火溫度低于820℃時,硬度值較低,滿足不了模具使用時對硬度指標(biāo)的要求,但淬火溫度在高玉840-900℃區(qū)間時,硬度值變化不大。鑒于60Si2Mn過熱敏感性較強,晶粒易于粗大,所以淬火溫度不宜過高,油淬溫度860-870℃。 由于Si為強石墨化促成元素,容易造成表面脫碳,致使耐磨性、疲勞強度顯著下降,最好是在保護氣氛中加熱或用真空爐加熱,但采用可控氣氛和真空爐加熱方式顯然需要特殊設(shè)備,成本高。 無上述條件時,可采用流動粒子爐或鹽浴爐加熱。 2、中溫回火 中溫回火工藝:中溫快速回火,以提高生產(chǎn)效率和強度。回火溫度及時間視汽車板簧的板厚而定,見下表:
而對于其噴丸情況,汽車板簧生產(chǎn)廠家介紹如下: 為了提高彈簧的強度和疲勞壽命,要對熱處理后的汽車板簧進行噴丸處理。經(jīng)噴丸處理的疲勞壽命一般可達未噴丸的5-10倍。 |
| 上一篇:汽車板簧生產(chǎn)廠家-淄博駒馳機械制造有限公司 |
| 下一篇:影響鋼板彈簧壽命的主要因素 |
| 相關(guān)新聞: |

山東重弓汽車配件有限公司·版權(quán)所有 CopyRight © 2019
服務(wù)熱線:13275338222 地址:山東省淄博市